
CRBT105属于精度交叉滚子轴承,内外圈一体,具有高刚性、高承载,能同时承受轴向力、径向力和倾覆力矩的特性。#机器人轴承应用
一、外形尺寸(mm)
- 内径 d:10
- 外径 D:21
- 高度 B:5
- 滚子节圆 dp:14.7
- 倒角:0.15 min
二、载荷与性能
- 径向额定动载荷 Cr:1.12 kN
- 径向额定静载荷 Cor:0.8 kN
- 重量:0.009 kg
- 温度:-30℃~+80℃
- 精度:P5(径向跳动、端面跳动)
-轴向载荷及倾覆力矩:
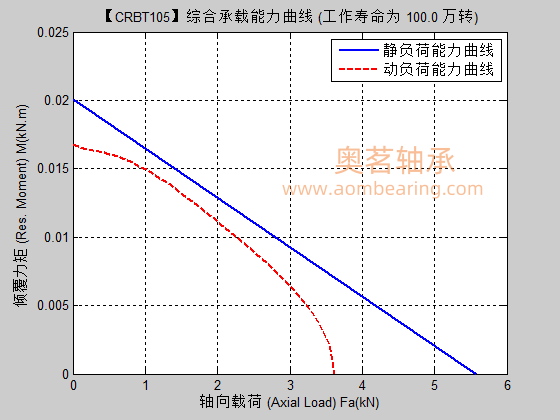
三、结构与特点
- 交叉滚子排列,一个轴承可同时承受轴向力、径向力和倾覆力矩
- 内外圈一体,刚性极高(约为角接触球轴承3–4倍)
四、典型应用
- 机器人关节、协作机器人、SCARA
- 数控分度盘、测量仪器、光学设备
- 医疗设备、半导体设备、雷达云台
